




贴片胶,也称为smt接着剂、SMT红胶,一般是红色的(也有黄色或许白色的)膏体中均匀地散布着硬化剂、颜料、溶剂等的粘接剂,首要用来将元器材固定在印 制板上,一般用点胶或钢网印刷的方法来分配。贴上元器材后放入烘箱或回流焊炉加热硬化。它与锡膏不同的是其受热后便固化,其凝固点温度为150℃,再加热也不会溶化,也就是说,贴片胶的热硬化进程是不可逆的。SMT贴片胶的运用作用会因热固化条件、被衔接物、所运用的设备、操作环境的不同而有差异,运用时要根据印制电路板安装(PCBA、PCA)工艺来挑选贴片胶。
SMT贴片胶的特性、运用与前景
SMT贴片红胶是一种聚稀化合物,首要成份为基料(即主体高份子资料)、填料、固化剂、其它助剂等。SMT贴片红胶具有粘度流动性,温度特性,润湿特性等。根据红胶的这个特性,故在生产中,运用红胶的意图就是使零件牢固地粘贴于PCB外表,防止其坠落。因而贴片胶是归于纯耗费非必需的工艺进程产物,现在跟着PCA设计与工艺的不断改进,通孔回流焊、双面回流焊都已完成,用到贴片胶的PCA贴装工艺呈越来越少的趋势。
SMT贴片胶的运用意图
①波峰焊中防止元器材掉落(波峰焊工艺)。在运用波峰焊时,为防止印制板经过焊料槽时元器材坠落,而将元器材固定在印制板上。
②再流焊中防止另一面元器材掉落(双面再流焊工艺)。双面再流焊工艺中,为防止已焊好的那一面上大型器材因焊料受热熔化而掉落,要使有SMT贴片胶。
③防止元器材位移与立处(再流焊工艺、预涂敷工艺)。用于再流焊工艺和预涂敷工艺中防止贴装时的位移和立片。
④作标记(波峰焊、再流焊、预涂敷)。此外,印制板和元器材批量改动时,用贴片胶作标记。
SMT贴片胶按运用方法分类
a)刮胶型:经过钢网印刷涂刮方法进行施胶。这种方法运用最广,能够直接在锡膏印刷机上运用。钢网开孔要根据零件的类型,基材的性能来决定,其厚度和孔的巨细及形状。其优点是速度快、效率高、成本低。
b) 点胶型:经过点胶设备在印刷线路板上施胶的。需求专门的点胶设备,成本较高。点胶设备是运用压缩空气,将红胶透过专用点胶头点到基板上,胶点的巨细、多少、由时刻、压力管直径等参数来操控,点胶机具有灵敏的功用。关于不同的零件,咱们能够运用不同的点胶头,设定参数来改动,也能够改动胶点的形状和数量,以求到达作用,优点是方便、灵敏、安稳。缺点是易有拉丝和气泡等。咱们能够对作业参数、速度、时刻、气压、温度调整,来尽量减少这些缺点。

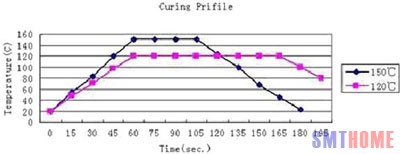
SMT贴片胶典型固化条件:
| 固化温度 | 固化时刻 |
| 100℃ | 5分钟 |
| 120℃ | 150秒 |
| 150℃ | 60秒 |
留意点:
1、固化温度越高以及固化时刻越长,粘接强度也越强。
2、因为贴片胶的温度会跟着基板零件的巨细和贴装位置的不同而改变,因而咱们主张找出最合适的硬化条件。
SMT贴片胶的贮存:
在室温下可贮存7天,在小于5℃时贮存大于个6月,在5~25℃可贮存大于30天。
SMT贴片胶的办理
因为SMT贴片红胶受温度影响用自身粘度,流动性,润湿等特性,所以SMT贴片红胶要有一定的运用条件和规范的办理。
1)红胶要有特定流水编号,根据进料数量、日期、种类来编号。
2)红胶要放在2~8℃的冰箱中保存,防止因为温度改变,影响特性。
3)红胶回温要求在室温下回温4小时,按先进先出的顺序运用。
4)关于点胶作业,胶管红胶要脱泡,关于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用。
5)要准确地填写回温记载表,回温人及回温时刻,运用者需确认回温完成后方可运用。一般,红胶不可运用过期的。
SMT贴片胶的工艺特性
衔接强度:SMT贴片胶有必要具有较强的衔接强度,在被硬化后,即便在焊料熔化的温度也不剥离。
点涂性:目前对印制板的分配方法多选用点涂方法,因而要求胶要具有以下性能:
①习惯各种贴装工艺
②易于设定对每种元器材的供给量
③简略习惯替换元器材种类
④点涂量安稳
习惯高速机:现在运用的贴片胶有必要满意点涂和高速贴片机的高速化,具体讲,就是高速点涂无拉丝,再者就是高速贴装时,印制板在传送进程中,贴片胶的粘性要确保元器材不移动。
拉丝、塌落:贴片胶一旦沾在焊盘上,元器材就无法完成与印制板的电气性衔接,所以,贴片胶有必要是在涂布时无拉丝、涂布后无塌落,以免污染焊盘。
低温固化性:固化时,先用波峰焊焊好的不耐热插装元器材也要经过再流焊炉,所以要求硬化条件有必要满意低温、短时刻。
自调整性:再流焊、预涂敷工艺中,贴片胶是在焊料溶化前先固化、固定元器材的,所以会妨碍元器材沉入焊料和自我调整。针对这一点厂商已开发了一种可自我调整的贴片胶。
SMT贴片胶常见问题、缺点及剖析
推力不行
0603电容的推力强度要求是1.0KG,电阻是1.5KG,0805电容的推力强度是1.5KG,电阻是2.0KG,达不到上述推力,阐明强度不行。
一般由以下原因形成:
1、胶量不行。
2、胶体没有100%固化。
3、PCB板或许元器材遭到污染。
4、胶体自身较脆,无强度。
触变性不安稳
一支30ml的针筒胶需求被气压撞击上万次才干用完,所以要求贴片胶自身有极其优秀的触变性,不然会形成胶点不安稳,胶过少,会导致强度不行,形成波峰焊时元器材掉落,相反,胶量过多特别是对微小元件,简单粘在焊盘上,妨碍电气衔接。
胶量不行或漏点
原因和对策:
1、印刷用的网板没有定期清洗,应该每8小时用乙醇清洗一次。
2、胶体有杂质。
3、网板开孔不合理过小或点胶气压太小,设计出胶量缺乏。
4、胶体中有气泡。
5、点胶头堵塞,应立即清洗点胶嘴。
6、点胶头预热温度不行,应该把点胶头的温度设置在38℃。
拉丝
所谓拉丝,就是点胶时贴片胶断不开,在点胶头移动方向贴片胶呈丝状衔接这种现象。接丝较多,贴片胶掩盖在印制焊盘上,会引起焊接不良。特别是运用尺寸较大时,点涂嘴时更简单发生这种现象。贴片胶拉丝首要受其主成份树脂拉丝性的影响和对点涂条件的设定解决方法:
1、加大点胶行程,降低移动速度,但会降你生产节拍。
2、越是低粘度、高触变性的资料,拉丝的倾向越小,所以要尽量挑选此类贴片胶。
3、将调温器的温度稍稍调高一些,强制性地调整成低粘度、高触变性的贴片胶,这时还要考虑贴片胶的贮存期和点胶头的压力。
塌落
贴片胶的流动性过大会引起塌落,塌落常见问题是点涂后放置过久会引起塌落,如果贴片胶扩展到印制线路板的焊盘上会引起焊接不良。而且塌落的贴片胶对那些引脚 相对较高的元器材来讲,它接触不到元器材主体,会形成粘接力缺乏,因而易于塌落的贴片胶,其塌落率很难预测,所以它的点涂量的初始设定也很困难。针对这一点,咱们只好挑选那些不简单塌落的也就是摇溶比较高的贴片胶。关于点涂后放置过久引起的塌落,咱们能够选用在点涂后的短时刻内完成贴片胶装、固化来加以避 免。
元器材偏移
元器材偏移是高速贴片机简单发生的不良现象,形成的原因首要是:
1、是印制板高速移动时X-Y方向产生的偏移,贴片胶涂布面积小的元器材上简单发生这种现象,究其原因,是粘接力不中形成的。
2、是元器材下胶量不一致(比方:IC下面的2个胶点,一个胶点大一个胶点小),胶在受热固化时力度不均衡,胶量少的一端简单偏移。
过波峰焊掉件
形成的原因很杂乱:
1、贴片胶的粘接力不行。
2、过波峰焊前遭到过撞击。
3、部分元件上残留物较多。
4、胶体不耐高温冲击
贴片胶混用
不同厂家的贴片胶在化学成分上有很大的不同,混合运用简单产生很多不良:1、固化困难;2、粘接力不行;3、过波峰焊掉件严重。
解决方法是:彻底清洗网板、刮刀、点胶头等简单引起混用的部位,防止混合运用不同品牌贴片胶。
